
タンクの図面において鏡板近くにはTLやWLと書いてあるのを見かけます。
TLはタンジェントライン(Tangent Line)の略で、タンク(圧力容器)の曲線部と直線部の境界線を表します。
WLはウェルディングライン(Welding Line)の略で、タンク製造時に胴体と鏡板を溶接接続する位置を表します。
これらの位置はJISにて定められています。
今回はタンク図面に記載されているTLやWLの意味を解説します。
TLやWLの意味
タンジェントライン TL
TLはタンジェントライン(Tangent Line)の略です。
タンク(圧力容器)の曲線部と直線部の境界線を表しており、特にタンク容量を計算する時に用いられます。
タンクの曲線部は鏡板(かがみいた)と呼ばれ、様々な形状があります。
鏡板の形状は複雑ですが、日本鏡板工業株式会社のHPにて容量計算することが出来ます。
直径や板厚が分かればすぐに計算できますので是非活用してみてください。
ウェルディングライン WL
WLはウェルディングライン(Welding Line)の略です。
ウェルドラインとも呼ばれます。
タンク製造時に胴体と鏡板を溶接接続する位置を表しています。
一般的にタンクは胴体と鏡板を突合せ溶接します。
なぜ溶接位置を意識しなければならないのかは次で解説します。
TLとWLの関係
胴体と鏡板を突合せ溶接する際にはタンジェントライン(TL)を意識する必要があります。
溶接位置
WLは基本的にTLから板厚の3倍以上離れた位置にしなければなりません。
ただし板厚が13mm以上になってもWLを38mm以上離す必要はありません。
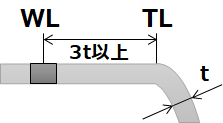
例外として全半球形鏡板は溶接位置に指定は無くTL=WLとすることも可能です。
溶接位置はJIS B 8267 : 2015「圧力容器の設計」に記載されています。
溶接位置が決められている理由
胴体と鏡板を溶接した箇所は応力腐食割れが起こりやすくなっています。
更に胴体や鏡板を製造した時にも残留応力があります。
また鏡板の構造上、曲線が急な箇所(ナックルアール)と曲線が緩やかな箇所(クラウンアール)の2種類が存在します。
特にナックルアール部には応力が集中しており、その付近で溶接することは避ける必要があります。
ナックルアール部はタンジェントライン(TL)近くにあることから、少し離れた場所にウェルディングライン(WL)が設定されています。
一方、全半球形鏡板はナックルアール部が全く無い半球形状であるためTLをWLとしても問題がありません。
オススメ書籍
・最新ミキシング技術の基礎と応用
撹拌に関する詳細な計算方法が解説されています。
撹拌機の機械的強度の計算など、撹拌装置を設計するためのノウハウが詰め込まれておりオススメです。
 : 化学工学会: 本")
最新ミキシング技術の基礎と応用(化学工学の進歩42)
www.amazon.co.jp
・化学プラント配管設計の基本
塔・熱交換器・ポンプなど要素に分けた配管設計について記載されています。
化学工学の基本事項が解説された後、それらを踏まえて化学プラントにおける配管設計の基礎から詳細に解説される書籍です。
この1冊で配管設計を一通り勉強できます。

化学プラント配管設計の基本―配管技術者への道しるべ
www.amazon.co.jp
・プラントレイアウトと配管設計
石油化学・ガス処理・発電などプラント種別に応じた配管設計が詳しく解説されています。
塔槽まわりの配管設計として詳しい記載があります。

プラントレイアウトと配管設計
www.amazon.co.jp
まとめ
今回はタンク図面に記載されているTLやWLの意味を解説しました。
以下に内容をまとめています。
また圧力容器には圧力配管が欠かせません。
圧力配管に関係するスケジュール(Sch)については以下の記事で解説しています。

{kind=link}